商家信息

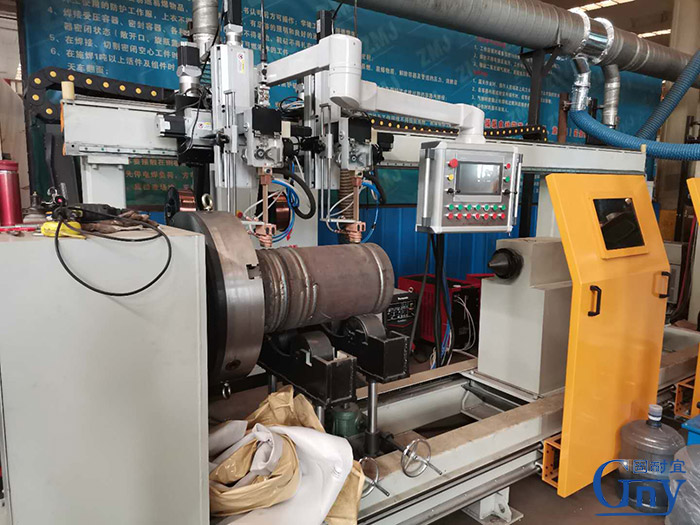
新乡热丝窄间隙焊接价格
-
- 当前售价:
-
- 供应数量:
- 不限
-
- 商品产地:
- --
-
- 运费说明:
oufj1Sw埋弧焊时,电弧电压是根据焊接电流来确定的,即在一定的焊接电流下,要保持弧长不变,以保证电弧的稳定“燃烧”和焊缝的合理成形。但是,以下情况应区别对待:当表面焊道、组装不良或多层焊道的对接焊缝根部间隙过大时,电弧电压不应过小。深坡口焊缝不宜用高电弧电压焊接。在一定条件下,改变焊接电流可以改变焊丝的熔化速度和焊缝的熔深。但是,焊接电流的过度增加必然导致焊缝余高和熔深过大,使焊缝成形恶化。同时,这种过多的焊缝成形加剧了焊缝的收缩,产生焊接裂纹、气孔、夹渣等缺陷,以及过多的热影响区和焊接变形。
焊接热输入小或中等,可进行全位置焊接。但是实际的应用是平焊和横焊。实际上,窄间隙MAG焊工艺在国内外研究已久,也用于焊接厚壁容器。总结出横向窄间隙超大直径厚壁塔MAG焊时应注意以下几点:为了减少风的不利影响,尽量开放荔浦港。坡口加工装配精度要高,宽度差要控制在1mm以内。焊接电流和速度要合理匹配,每条焊缝金属的厚度要薄一些,3mm左右,否则容易产生未熔合。电流可以适当增大,焊接速度也要相应提高。初级保护气体的流量不能太大,否则容易造成湍流,产生气孔。焊丝落点要准确,焊丝伸出长度不能过长,电弧要集中。

为了实现灯丝窄间隙焊连接,焊枪中的接触喷嘴应该是平的,并且其表面应该覆盖有绝缘的聚氟乙烯膜。接触喷嘴应该是水冷的,以防止高温烧坏。此外,接触喷嘴应由焊缝跟踪装置引导。此外,焊接电源和送丝机与一般气体保护焊大致相同。高热输入窄间隙焊,主要用于普通碳钢,以提高生产效率。一般焊丝直翘2.4 ~ 4.8 mm,采用大电流;由于DC极性相反,梨形熔透容易引起裂纹。因此,采用DC正向连接或脉冲电流焊接可以达到良好的效果。由于干伸长的限制,板厚小于40mm,只能平焊;若板材厚度超过40mm,则应采用接触喷嘴深入间隙的结构,间隙应加大到11 ~ 15 mm。
找不到适合信息?
留下您的采购意愿吧,我们将帮您推荐诚信供应商! 快速发布采购需求